All our cables are in-house manufacturing, ensuring consistent quality, and timely delivery
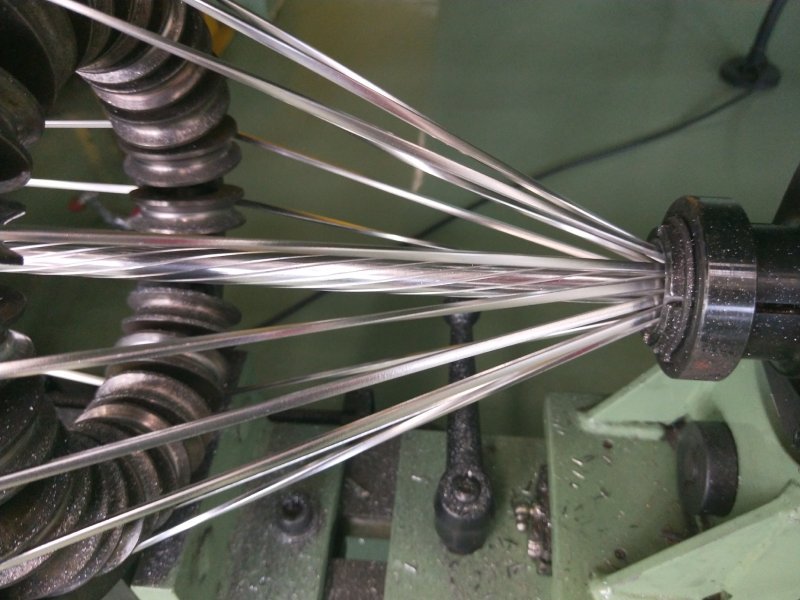
Step 01: Wire Drawing
The cable production process begins with wire drawing, where raw metal rods, typically copper or aluminum, are pulled through a series of dies to reduce their diameter to the desired size. This process enhances the metal’s conductivity and flexibility. Lubricants are used to minimize friction and prevent breakage. The drawn wires are then annealed to soften them, ensuring they can withstand further processing without cracking or becoming brittle.
Step 02: Stranding Process
In the stranding process, multiple thin wires are twisted together to form a stranded conductor. This step improves the cable’s flexibility and durability, making it suitable for applications requiring frequent bending or movement. The number of strands and the twisting pattern depend on the cable’s intended use. Proper tension control during stranding ensures uniformity and prevents gaps or overlaps, which could compromise the cable’s performance.
Step 03: Insulation Extrusion
The stranded conductors are then coated with insulating material, such as PVC, polyethylene, or rubber, through an extrusion process. The insulation provides electrical isolation and protects the conductor from environmental factors like moisture, heat, and chemicals. The extruder heats the insulation material to a molten state and applies it evenly around the conductor. Precise temperature control is critical to ensure consistent thickness and adhesion.
Step 04: Cable Jacketing
After insulation, an outer jacket is applied to the cable for additional protection. This step involves extruding a durable material, such as PVC or thermoplastic, over the insulated conductors. The jacket shields the cable from mechanical damage, UV radiation, and harsh environmental conditions. The extrusion process is carefully monitored to ensure the jacket adheres properly and maintains uniform thickness, which is essential for the cable’s longevity and performance.
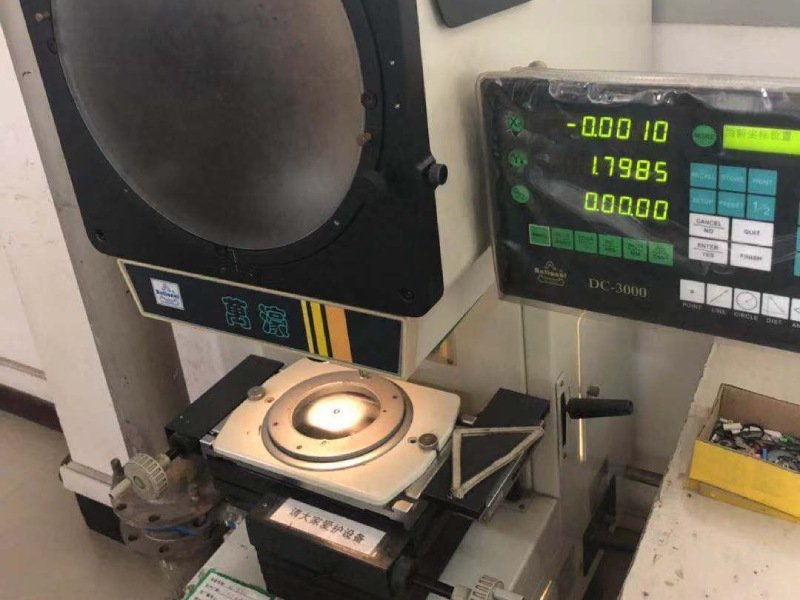
Step 05: Testing &Quality Control
The final stage involves rigorous testing to ensure the cable meets industry standards and specifications. Tests include electrical conductivity, insulation resistance, tensile strength, and flexibility checks. Advanced equipment, such as high-voltage testers and micrometers, is used to verify the cable’s quality. Any defects are identified and corrected before the cable is approved for packaging and shipment, ensuring reliability and safety for end-users.
Step 06: Packaging and Delivery
Once the cables pass all quality control tests, they are carefully coiled or spooled to prevent tangling and damage during transit. The coils are then wrapped in protective materials, such as plastic film or foam, and secured with straps or bands. Labels containing product details, specifications, and safety information are attached for easy identification. The packaged cables are loaded into sturdy boxes or pallets, ensuring they are protected from environmental factors like moisture and impact.
Get Free Quote
please do not hesitate to contact our cable engineer, they will be back to you in next 8 hours.